CASE STUDY
Selective laser melting (SML) process development and optimisation of in718 parts-study-laser

SELECTIVE LASER MELTING (SLM) PROCESS DEVELOPMENT AND OPTIMISATION OF IN718 PARTS
ADDITIVE MANUFACTURING (AM) TECHNOLOGICAL DEVELOPMENT THROUGHOUT THE VALUE CHAIN IS NEEDED TO PROVIDE SOLUTIONS ON HIGH RESPONSIBILITY PRODUCTS, SUCH AS AERONAUTIC COMPONENTS. FROM ENGINEERING TO SPECIAL PROCESSES AND FINISHING, GIVING RISE TO A FINISHED AM-MINU 5 PART, VERIFIED AND ADAPTED TO CUSTOMERS’ REQUIREMENTS.
CHARACTERISATION OF IN718 METALLIC POWDER
The particle size distribution suitable for SLM-type additive manufacturing is 15-53 μm. In this case, the morphology of the powder particles is spherical, with some irregular particles and few satellites. The particle size distribution shows a unimodal Gaussian distribution, as recommended for SLM.

Analysis of a batch of IN718 powder, particle morphology, flowability (Hall Flow test), oxygen concentration and particle size distribution (PSD).
SLM PROCESS MAP DEVELOPMENT
Developing SLM manufacturing parameters for each material is essential to guarantee quality and minimise defects. In this sense, the criteria for optimising the parameters was: to reduce porosity, to ensure mechanical properties and to improve productivity.
The optimum working zone, called the 'Conduction mode zone', where the optimum power and laser speed combinations are found, has been delimited in the process map developed by Egile to achieve a density of over 99.9% in the specimen. The associated defectology that delimits the optimal work area is (a) key hole formation, (b) lack of fusion and (c) balling up effect.
The same development and optimisation process was also followed with border, downskin and upskin parameters, as well as for the case of thin walls.

The same development and optimisation process was also followed with border, downskin and upskin parameters, as well as for the case of thin walls.
SLM MICROSTRUCTURE AND MECHANICAL PROPERTIES
The microstructures obtained in the planes parallel (YZ) and perpendicular (XY) to the direction of manufacture are shown in the figure. Melt pools can be seen in YZ direction, while the scanning strategy used can be distinguished in XY direction. Both microstructural characteristics are related to the SLM process parameters (power, scanning speed, layer thickness, etc.).
Microstructure resulting from the rapid cooling which is characteristic of the SLM process (in As-Built condition) is not observed after solution and precipitation heat treatment on the parts manufactured by SLM, where grain boundaries can be seen more clearly instead of the melt pools or the scanning strategy. Mechanical properties of SLM-ed IN718 agreed with ASTM F3055 standard (UTS > 1240 MPa, Yield S. > 920 MPa and elongation > 12%). The hardness test showed the following value: 41±1 HRC.
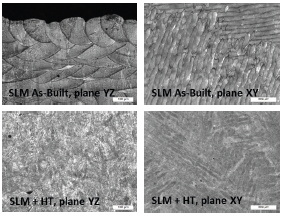
Microstructures obtained by optical microscope before and after heat treatment, XY and YZ planes.
(*) This work was carried out with the collaboration of CEIT-IK4 Research Centre and the support of Taldea Project (Hazitek, SPRI (Basque Government).
